Package Construction Information
Hot Hole Punch
In order to produce a neat, strong hole in a VFF&S or HFF&S bag, it is desirable to use a heated punch. A hot punch is now available which will burn a hole in the bag while at the same time, sealing the perimeter of the holes. The temperature of the punch is approximately 150°F hotter than the jaw surface. As the jaws come together for sealing, the punch burns a hole in the bag. A tab is left on the bag similar to the tab left by a mechanical punch.
To date this punch has been installed on such vertical machines as Mira Pak, Transwrap, Triangle, Universal, Woodman, Hayssen, and Stokes; and on Doboy and FMC horizontal machines. These punches have been in operation for up to three years and are working very well.
We have been successful in punching all OPP single webs and laminations. We can punch light (250) cellophane when laminated to OPP. The punch will not work with foil or paper.
We are limited to machines with existing mechanical punches in order to make use of the existing jaws. If a customer wants to punch a hole on a machine not presently set up for a punch, they would order a new set of jaws from the machine manufacturer. The minimum seal width should be 1". This should assure enough materials above and below the hole to supply a good seal and support the bag when hung on a rack.
The conversion parts consist basically of a Superior Powerstat, a small heater and a punch of the shape and size the account is presently using. The cost of converting a vertical machine is approximately providing they have an existing punch. For the horizontal machines an extra set of slip rings is necessary. The cost on these machines is $500-$600.
Since many accounts have different styles and sizes of punches, it is necessary to survey each account to determine whether an existing type is suitable or another must be designed. There are currently two designs available – one is eliptical, 1/2" wide, and one is the standard round, in 1/4", 5/16" and 3/8" diameters. It is also possible to make the delta and sombrero type.
Film and Package Tests
 Specular Gloss - ASTM-D-1223
Specular Gloss - ASTM-D-1223
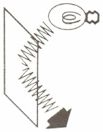
Gloss is measured on a glossmeter. This instrument has an incandescent light source and a photosensitive receptor which responds to visible light.
Light shines onto the sample at a specified angle. Some of this light is reflected into the photosensitive receptor. The fraction of the original light which is reflected is the gloss of the sample.
Gloss is an important merchandising factor and this test makes it possible to specify and control this surface characteristic so that the desired effect will be assured.
 Haze - ASTM-D-1003
Haze - ASTM-D-1003
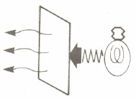
The haze of transparent packaging materials is measured on a special hazemeter which has an incandescent light source and geometrically arranged photocells that measure the transmitted and scattered light.
The sample is placed between the light source and the photocells. The amount of light transmitted by the sample, the light scattered by the sample and the instrument and the total incident light are measured. From these values the percentage of transmitted light which is scattered can be calculated. The hazemeter measures these variables and interrelates them so that the percentage of scattered light can be read on the meter.
This test is important to products or in uses where true color and high visibility are required.
 Transmittance ASTM-D-1003
Transmittance ASTM-D-1003
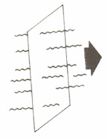
The percent of light transmission on translucent materials is measured on the same instrument as haze. Using its incandescent light source and geometrically arranged photocells which ratio the amount of light transmitted through the sample versus the amount transmitted with no sample present. Transmittance, Opacity and Optical Density are related mathematically as:
Opacity = 1 / Transmittance
Optical Density = Common Logarithm (Opacity)
 Tappi Opacity - T-425
Tappi Opacity - T-425
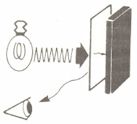
Tappi Opacity is a reflectance type of Opacity measurement. It is a contrast ratio obtained by testing the samples reflectance when backed by a black material versus the reflectance when the film is backed by a white material. The incandescent light source and photocell detector are on the same side of the sample while the background is placed behind the sample.
Tappi Opacity = Light reflected when sample backed by black background / Light reflected when sample backed by white background
 Water-Vapor Transmission ASTM-F372
Water-Vapor Transmission ASTM-F372
The water vapor transmission rate (WVTR) through flexible barrier films is measured using an infrared diffusometer. The diffusometer establishes a condition of 90% relative humidity at 100°F on one side of a film by means of a heated saturated salt solution and a condition of 0% relative humidity at 100°F on the other side using a stream of warm dry air. When the source of dry air is turned off, moisture vapor permeating the film from the moist side accumulates on the dry side. The rate at which this moisture build up takes place is sensed by an infrared detector and recorded as WVTR.
This test is extremely important since it gives a "baseline" value for comparing films in terms of moisture barrier. However, it should be pointed out that WVTR is normally measured on flat sheets and does not include end use package variables such as heat seals, folds, and creases.
 Tear-ASTM-D-1922
Tear-ASTM-D-1922
A tear tester has a stationary clamp and a movable clamp on a pendulum, means for holding this pendulum in a raised position, then quickly releasing it, and a scale that registers the arc through which the released pendulum swings.
Samples of paper or film are clamped into the tester and nicked to start the tear; then the pendulum clamp is released. This tears the sample and the scale registers the arc. As the arc is proportional to the tear strength of the sample, calibration of the arc gives the tear strength.
Tear strength is reported in grams. It is the force necessary to continue tearing a sample after a nick has been made.
This test is very important for all films as well as for paper. High tear values may be needed for machine operations or for package strength. However, low tear values are necessary and useful for easy opening of some package types.
 Tensile and Elongation ASTM-D-882
Tensile and Elongation ASTM-D-882
The testing machine of clamps to hold the sample, some means of gradually increasing the load on the specimen until it breaks and indicators which show the load and the amount of elongation.
To perform the test, measured, gauged specimens are clamped into the testing machine and stretched until they break.
Tensile strength is usually reported in pounds per inch of width necessary to pull the paper apart. For films, the usual units are pounds per square inch of original cross-sectional area. Tensile strength is quite literally the amount of force necessary to pull a material apart. The elongation is the amount a material will stretch before breaking.
Tensile strength is a most important value for materials used in applications such as heavy-duty bags. A large value for elongation is an index of toughness, since it indicates a material will absorb a large amount of energy before breaking.
 Gas Transmission
Gas Transmission
Test specimens are clamped in the 100 cm2 diffusion cell. Both sides of the cell are initially purged with an oxygen-free carrier gas to remove residual oxygen from the system and de-sorb oxygen from the sample.
When a stable zero reading has been established, oxygen is introduced into the upper half of the diffusion chamber. The carrier gas continues to flow through the lower half and into the coulometric oxygen detector.
After a short interval, the first molecules of oxygen diffusing through the barrier are conveyed by the carrier gas to the detector. As displayed by the graphic recorder, the detector current rises, finally leveling off at a value representative of the equilibrium transmission rate of oxygen through the barrier. It should be noted that this equilibrium transmission rate is independent of the flow rate of the carrier gas.
 Impact Strength ASTM-D-3420
Impact Strength ASTM-D-3420
The pendulum impact tester can be used to measure impact strength of papers, boards and films. An impacting head on the end of a pendulum is swung through an arc into and through sample. Tester has a means of measuring difference between potential energy of pendulum at maximum height in free swing and potential energy of the pendulum after rupture of sample. This difference in energy is defined as impact strength and is reported in units of kilogram-centimeters. It is useful in predicting resistance of a material to breakage from dropping or other quick blows.
A test similar in scope, method and significance is the dart drop test (ASTM-D-1709). Weighted dart is dropped from standard height onto taut sample. Significance and purpose are the same as in the pendulum test. Dart unit is weight of dart in grams that breaks sample 50% of the time.
These tests give an index of material's dynamic strength and approximate what will occur when package is dropped.